Исключительная точность размеров и высокое качество поверхности
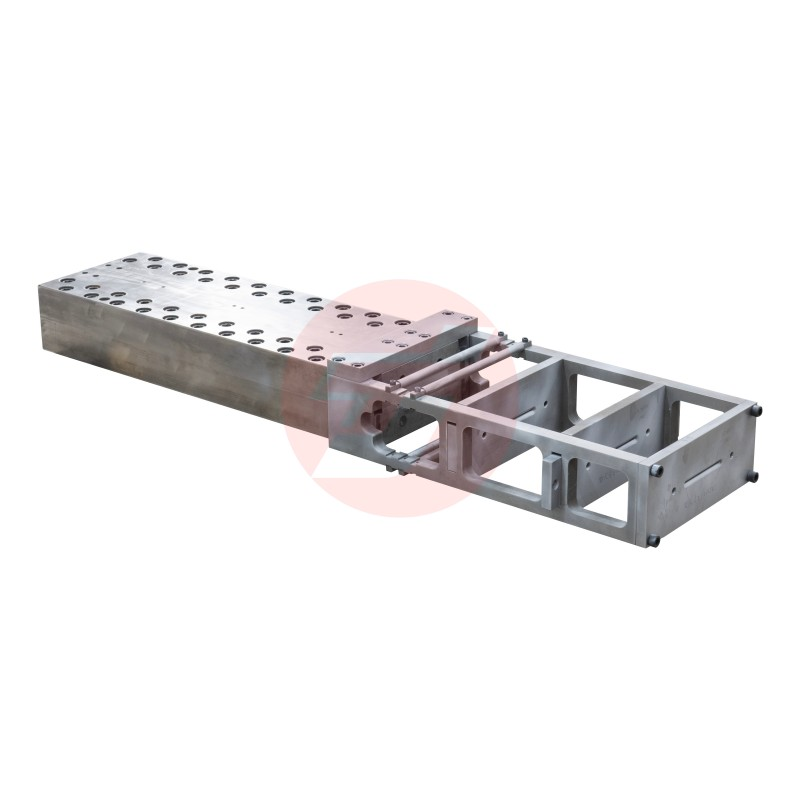
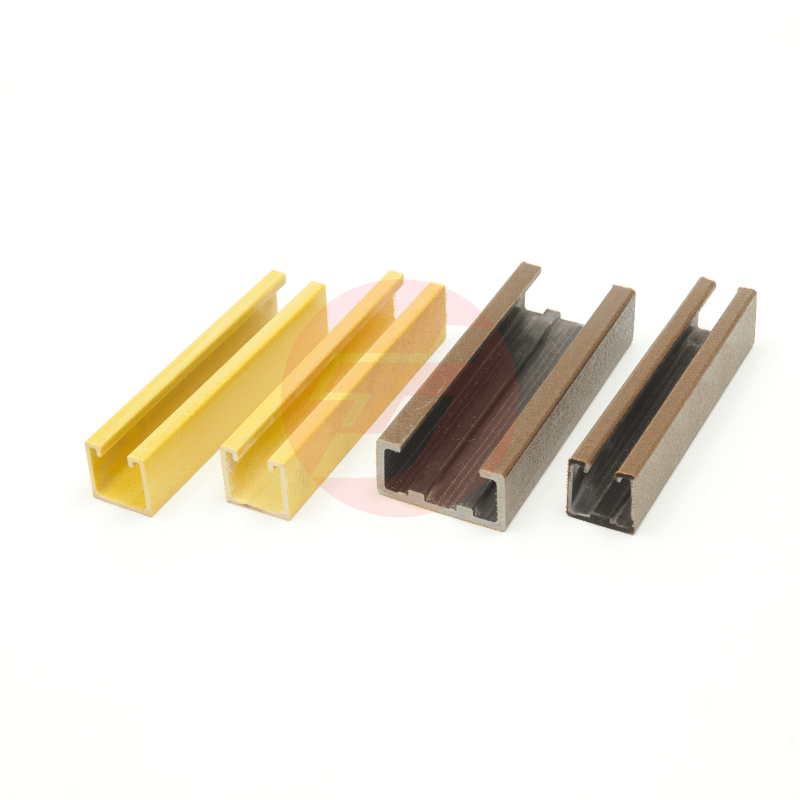
Точность измерений при производстве пультрузионных форм превосходит большинство альтернативных методов изготовления композитов благодаря сочетанию жестких ограничений инструмента и непрерывного контроля процесса, который поддерживает точную геометрию на всей длине профиля. Стальные полости формы обеспечивают непоколебимые измерения, которые сопротивляются термической экспансии и деформации, распространенным в гибких системах инструмента, обеспечивая, чтобы готовые профили поддерживали допускаемые толерантности до ± 0,005 дюйма через критические размеры. Эта исключительная точность устраняет дорогостоящие вторичные операции обработки в большинстве приложений, снижая общие затраты на детали и сокращая время выполнения работ для клиентов. Качество поверхности выгодна от постоянного контакта между отверждаемым композитом и поверхностями формы с точностью до обработки, что приводит к гладкой отделке, которая часто не требует дополнительной подготовки поверхности перед покраской или сборкой. Контролируемая среда отверждения в полости формы предотвращает дефекты поверхности, такие как проницаемость волокон, области, богатые смолой, и пористость, которые обычно встречаются в открытых процессах формования. Геометрическая консистенция распространяется по всей длине профиля, при этом вариации поперечного сечения обычно сохраняются в пределах 0,002 дюйма на фут длины, что позволяет выполнять точные сборочные операции и изготовление взаимозаменяемых деталей. Система жесткого инструментария вмещает сложные геометрические поперечные сечения, включая полые сечения, интегральные жесткие ребра и несколько толщин стен в одном профиле, при этом сохраняя исключительные стандарты точности измерений. Системы контроля качества, интегрированные с производством пультрузионных форм, постоянно контролируют критические размеры с помощью лазерных систем измерения и автоматизированных механизмов отторжения, которые удаляют несовместимые продукты до того, как они достигнут клиентов. Стабильность процесса, присущая производству пультрузионных форм, минимизирует вариации размеров между производственными сериями, что позволяет производителям устанавливать надежные статистические параметры управления процессом и снижать требования к инспекции. Гибкость конструкции инструмента позволяет оптимизировать критические габариты при сохранении ограничений производительности, что позволяет инженерам указывать узкие допустимые значения только там, где это требуется функционально, а также ослаблять допустимые значения в некритических областях для снижения производственных затрат. Выдающаяся точность измерений, достигнутая путем производства пультрузионных форм, поддерживает приложения для прецизионной сборки в аэрокосмической, автомобильной и медицинской промышленности, где требования к взаимозаменяемости компонентов и установке требуют высочайших стандартов качества. Долгосрочная размерная стабильность пультрудированных профилей превосходит многие альтернативные материалы из-за контролируемой ориентации волокон и полной отвердительности смолы, достигаемой во время производственного процесса.