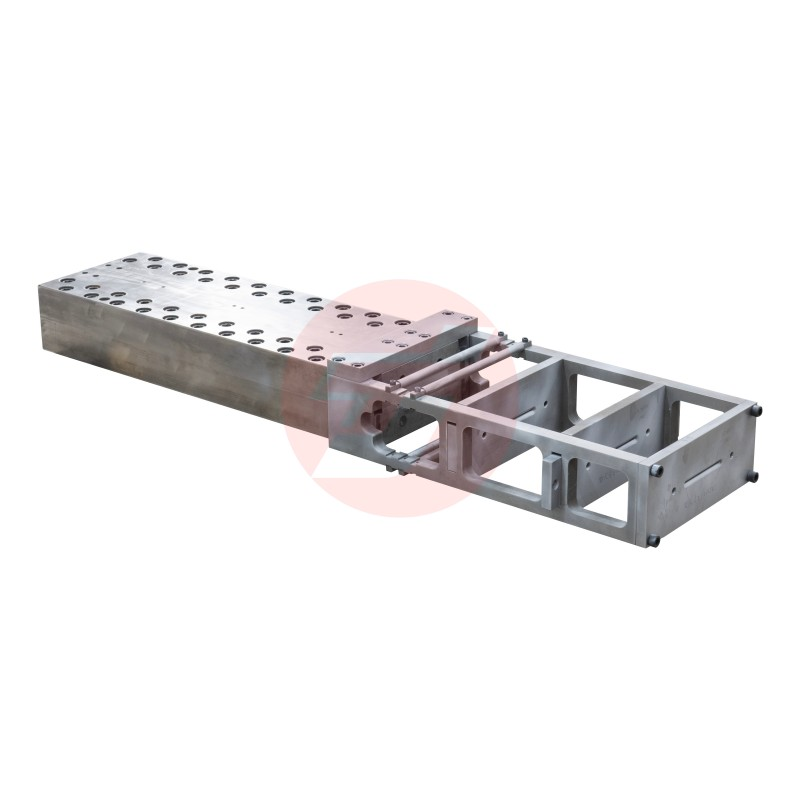
პულტრუზიის ფორმების წარმოება
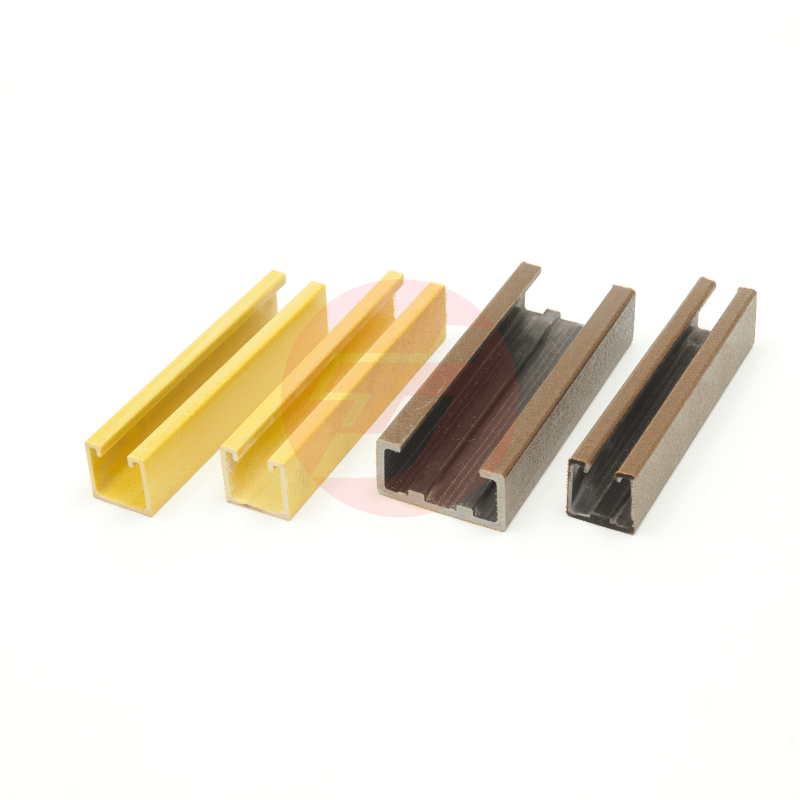
Პულტრუზიის ფორმების წარმოება წარმოადგენს სირთულეს მომხმარებლის კომპოზიტური წარმოების პროცესს, რომელიც სპეციალიზებული ფორმების სისტემის მეშვეობით ქმნის უწყვეტი ბოჭკო-გაძლიერებული პლასტმასის პროფილებს. ეს მოწინავე წარმოების ტექნიკა მოიცავს გაძლიერებელი ბოჭკოების (მაგალითად, სილიკატის, ნახშირბოჭკოს ან არამიდის) გატარებას რეზინის აბანოში, შემდეგ კი მათ გამათბობელი ფოლადის ფორმაში მიმართვას. პულტრუზიის ფორმების წარმოების პროცესი უწყვეტი რეჟიმში მიმდინარეობს და აწარმოებს მუდმივი განივკვეთის პროფილებს განსაკუთრებული განზომილებითი სიზუსტით და უმაღლესი მექანიკური თვისებებით. პულტრუზიის ფორმების წარმოების ძირითადი ფუნქციები მოიცავს საშენებლო, ინფრასტრუქტურული, ავტომობილმშენებლობის, აეროკოსმოსური და ზღვის სამრეწველო სამრეწველოების სტრუქტურული კომპონენტების შექმნას. ეს ტექნოლოგია მოიცავს სიზუსტის მაღალი დონის ტემპერატურის კონტროლის სისტემებს, რომლებიც თერმოსეტური რეზინების გამომწარმოებას უზრუნველყოფს და პროფილის მთელ სიგრძეზე ბოჭკოების ოპტიმალური მიმართულების შენარჩუნებას უზრუნველყოფს. თანამედროვე პულტრუზიის ფორმების წარმოება მოიცავს კომპიუტერით კონტროლირებად გამოძავების სისტემებს, რომლებიც უზრუნველყოფს მუდმივ ხაზის სიჩქარეს და ერთნაირ პროდუქტის ხარისხს. გამათბობელი ფორმები ჩვეულებრივ მუშაობენ 250–350 ფარენჰეიტის (121–177 °C) ტემპერატურაზე, რაც დამოკიდებულია რეზინის სისტემაზე და სასურველ გამომწარმოების მახასიათებლებზე. მნიშვნელოვანი ტექნოლოგიური მახასიათებლები მოიცავს ფორმაში მოთავსებულ პროგრესიულ გამათბობელ ზონებს, განვითარებულ გამოყოფის სისტემებს და ინტეგრირებულ გაგრილების სექციებს, რომლებიც გამომწარმოებული პროფილის სტაბილიზაციას უზრუნველყოფს. წარმოების პროცესი შეიძლება მოერგოს სხვადასხვა ბოჭკოს არქიტექტურას, მათ შორის ერთმიმართულ როვინგებს, სპილენძებს და უწყვეტ ძაფის მატებს. ამ ტექნოლოგიის გამოყენება მოიცავს რამდენიმე სამრეწველოს, სადაც მსუბუქი, მაღალი სიმტკიცის მასალები საჭიროებულია. საშენებლო გამოყენებებში შედის სტრუქტურული ბალკონები, ხიდების საფარები, ხელსაყრელი საბარები და არქიტექტურული ელემენტები. ტრანსპორტის სამრეწველოები იყენებენ პულტრუზიის პროფილებს ტრაქტორ-ტრეილერების, რკინიგზის ვაგონების კომპონენტების და ზღვის სტრუქტურების წარმოებაში. ეს პროცესი საშუალებას აძლევს რთული გეომეტრიის პროფილების წარმოებას, მათ შორის ცარცის სექციების, რამდენიმე კომორის მქონე პროფილების და ინტეგრირებული მიმაგრების წერტილების შექმნას. ხარისხის კონტროლის სისტემები მონიტორინგს ახდენენ გამოძავების ძალას, ტემპერატურის განაწილებას და განზომილებითი დაშორებებს წარმოების ყველა ციკლში. გარემოს დაცვის სარგებლები მოიცავს მასალის ნაკლები გამოყენებას ტრადიციული წარმოების მეთოდებთან შედარებით და გარკვეული გამოყენებებში გადამუშავებული ბოჭკოს შერევის შესაძლებლობას.