proizvodnja plina od pultrusije
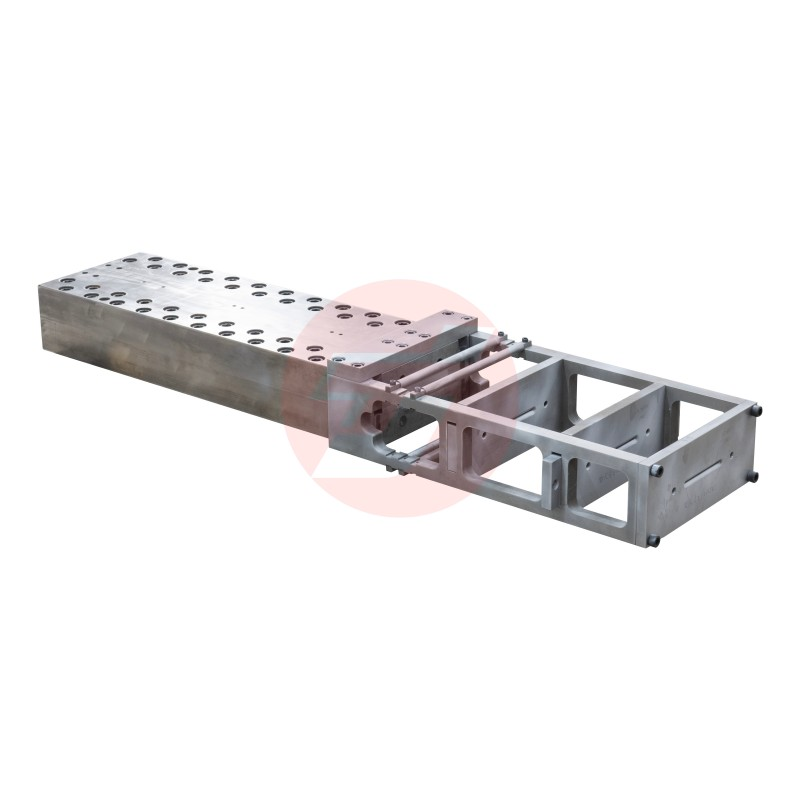
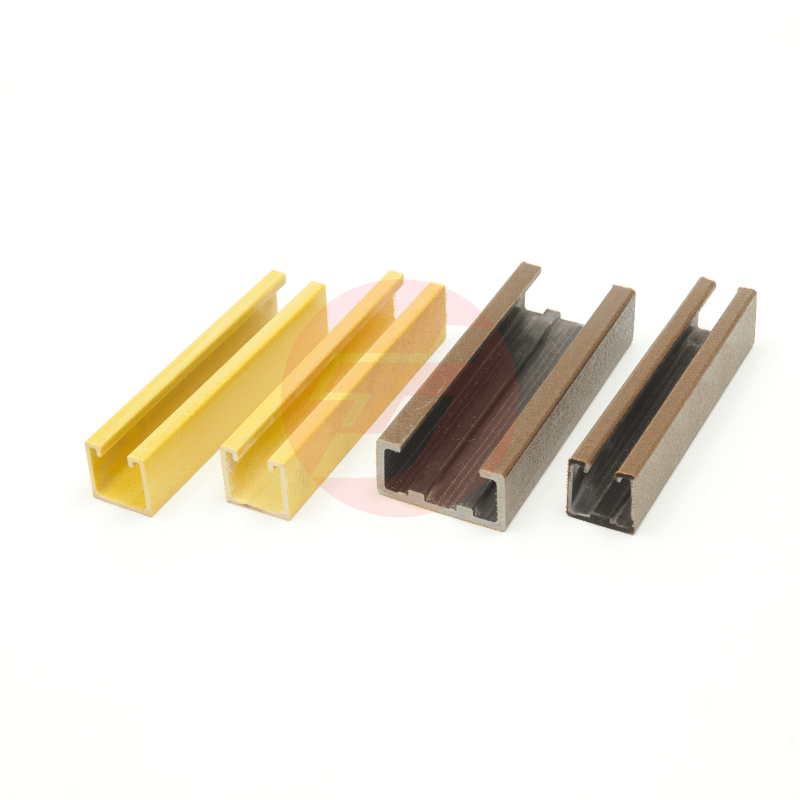
Pultrusion mold proizvodnja predstavlja sofisticiran proces proizvodnje kompozitnih materijala koji stvara kontinuirane vlaknima ojačane plastične profile kroz specijalizirani sustav oblikovanja. Ova napredna proizvodna tehnika uključuje povlačenje ojačanih vlakana kao što su staklo, ugljik ili aramid kroz banju smole prije nego što se uplate u topljeni čelik. Proces proizvodnje pultruznih kalupara djeluje neprekidno, stvarajući konzistentne profile poprečnog presjeka s iznimnom dimenzionalnom točkinjom i superiornim mehaničkim svojstvima. Primarne funkcije proizvodnje pultrusijskih kalupnih oblika uključuju stvaranje strukturnih komponenti za građevinske, infrastrukture, automobilske, zrakoplovne i pomorske industrije. Tehnologija ima precizne sustave kontrole temperature koji obrišu termootporne smole, uz održavanje optimalne orijentacije vlakana tijekom cijele dužine profila. Moderna proizvodnja pultruznih kalupara uključuje računalno kontrolirane sisteme za povlačenje koji osiguravaju dosljednu brzinu linije i jedinstvenu kvalitetu proizvoda. Topli kalupovi obično rade između 250-350 stupnjeva Fahrenheita, ovisno o sustavu smole i željenim karakteristikama čvrstljenja. Ključne tehnološke značajke uključuju progresivne zone grijanja unutar kalupca, napredne sustave oslobađanja i integrisane dijelove za hlađenje koji stabiliziraju oštreni profil. Proces proizvodnje uključuje razne strukture vlakana, uključujući jednosmjerne rovinge, tkanine i neprekidne šipke. Primjene se odnose na brojne industrije u kojima su neophodni lagani i snažni materijali. Ugrađivanje uključuje konstrukcijske grede, mostove, ograde i arhitektonske elemente. U sektoru prijevoza koriste se pultrudirani profili za prikolice kamiona, dijelove željezničkih vozila i pomorske konstrukcije. Proces omogućuje proizvodnju složenih geometrija uključujući šuplje presjeve, više-komorne profile i integrirane točke za pričvršćivanje. Sustavi kontrole kvalitete nadgledaju silu vučenja, raspodjelu temperature i dimenzijske tolerancije tijekom cijela proizvodnog ciklusa. U skladu s člankom 3. stavkom 1. stavkom 2.