ການຜະລິດແມ່ພິມດ້ວຍເຕັກນິກການຂັບໄລ່ (pultrusion)
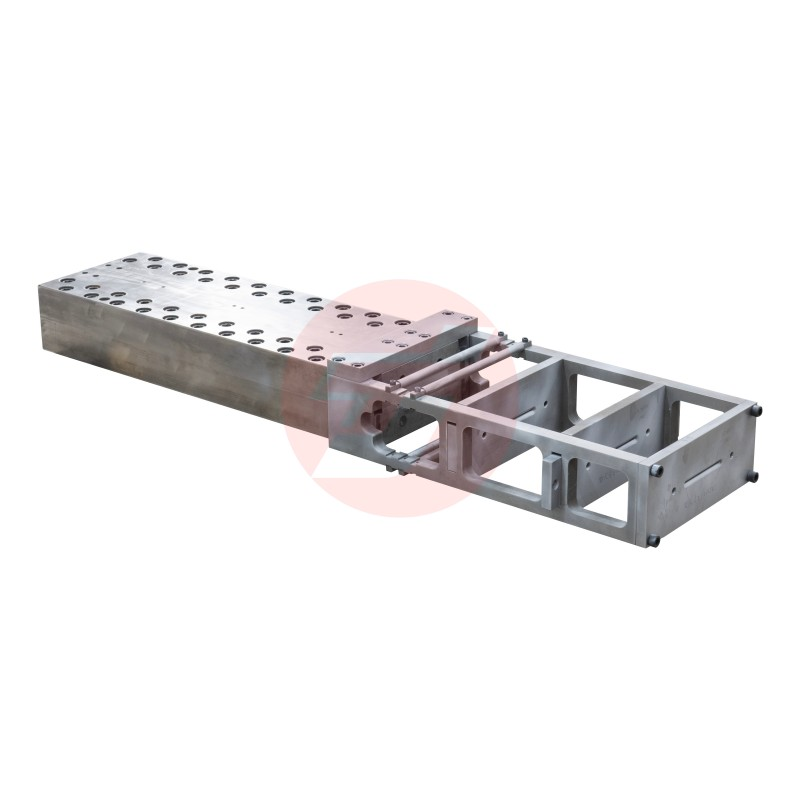
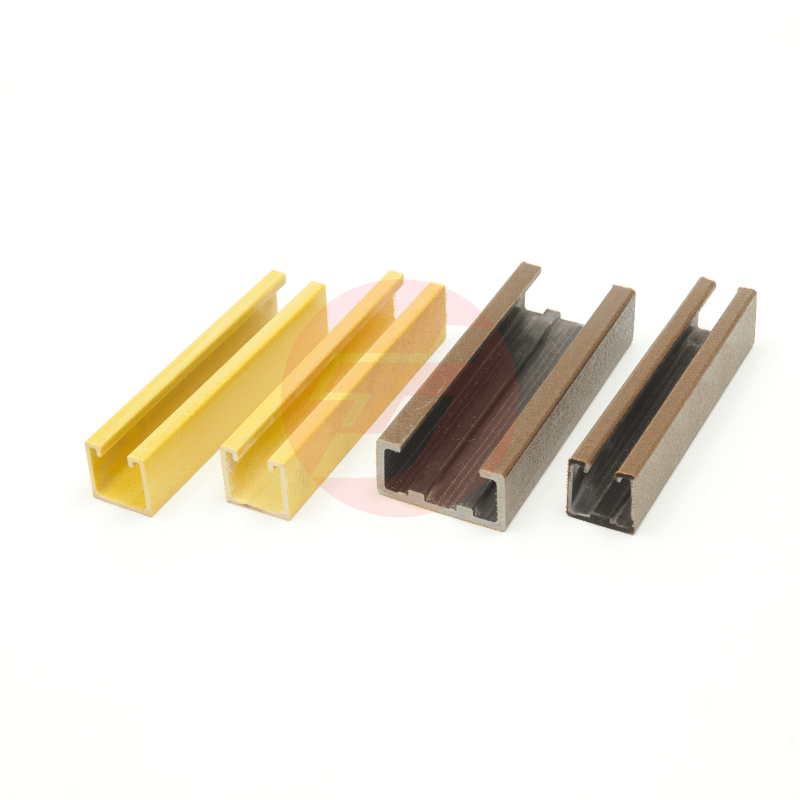
ການຜະລິດບ່ອນຂຶ້ນຮູບແບບ Pultrusion ແມ່ນເປັນຂະບວນການຜະລິດວັດສະດຸປະກອບທີ່ສຸກເສີນ ເຊິ່ງໃຊ້ເພື່ອຜະລິດຊິ້ນສ່ວນພາດສະຕິກທີ່ເສີມດ້ວຍເສັ້ນໄຍຢ່າງຕໍ່ເນື່ອງ ຜ່ານລະບົບຂຶ້ນຮູບທີ່ມີຄວາມຊຳນິຊຳນານ. ເຕັກນິກການຜະລິດທີ່ທັນສະໄໝນີ້ປະກອບດ້ວຍການດຶງເສັ້ນໄຍທີ່ເສີມ (ເຊັ່ນ: ເສັ້ນໄຍແກ້ວ, ເສັ້ນໄຍກາໂບນ ຫຼື ເສັ້ນໄຍອາຣາມິດ) ຜ່ານຖັງເຄືອບເຮືອນກ່ອນຈະນຳເຂົ້າໄປໃນບ່ອນຂຶ້ນຮູບເຫຼັກທີ່ຖືກຄວບຄຸມອຸນຫະພູມ. ຂະບວນການຜະລິດບ່ອນຂຶ້ນຮູບແບບ pultrusion ດຳເນີນການຢ່າງຕໍ່ເນື່ອງ ເພື່ອຜະລິດຊິ້ນສ່ວນທີ່ມີຮູບຮ່າງຂ້າມທີ່ຄົງທີ່ ແລະ ມີຄວາມຖືກຕ້ອງດ້ານມິຕິຢ່າງຍິ່ງ ແລະ ມີຄຸນສົມບັດທາງກົາຍະພາບທີ່ດີເລີດ. ໜ້າທີ່ຫຼັກຂອງການຜະລິດບ່ອນຂຶ້ນຮູບແບບ pultrusion ແມ່ນເພື່ອຜະລິດຊິ້ນສ່ວນທີ່ເປັນສ່ວນປະກອບທາງໂຄງສ້າງສຳລັບອຸດສາຫະກຳການກໍ່ສ້າງ, ສິ່ງອຳນວຍຄວາມສະດວກພື້ນຖານ, ອຸດສາຫະກຳລົດຍົນ, ອາກາດສາດ ແລະ ອຸດສາຫະກຳທະເລ. ເຕັກໂນໂລຊີນີ້ມີລະບົບຄວບຄຸມອຸນຫະພູມທີ່ຖືກຕ້ອງຢ່າງເປັນພິເສດ ເພື່ອໃຫ້ເຮືອນກ່ອນທີ່ເປັນ thermosetting ເກີດການແຫ້ງຕົວຢ່າງເຕັມທີ່ ແລະ ຮັກສາທ່າທີຂອງເສັ້ນໄຍໃຫ້ຢູ່ໃນທ່າທີທີ່ເໝາະສົມທີ່ສຸດຕະຫຼອດທັງຄວາມຍາວຂອງຊິ້ນສ່ວນ. ການຜະລິດບ່ອນຂຶ້ນຮູບແບບ pultrusion ທີ່ທັນສະໄໝໃນປັດຈຸບັນໄດ້ນຳເອົາລະບົບການດຶງທີ່ຄວບຄຸມດ້ວຍຄອມພິວເຕີເຂົ້າມາໃຊ້ ເພື່ອຮັບປະກັນຄວາມໄວຂອງເສັ້ນດຶງທີ່ຄົງທີ່ ແລະ ຄຸນນະພາບຂອງຜະລິດຕະພັນທີ່ເປັນເອກະພາບ. ບ່ອນຂຶ້ນຮູບທີ່ຖືກຄວບຄຸມອຸນຫະພູມມັກຈະເຮັດວຽກຢູ່ໃນຊ່ວງອຸນຫະພູມ 250-350 ອົງສາຟາເຮນໄຮດ (Fahrenheit) ຂຶ້ນກັບລະບົບເຮືອນກ່ອນ ແລະ ລັກສະນະການແຫ້ງຕົວທີ່ຕ້ອງການ. ຄຸນສົມບັດເຕັກໂນໂລຊີທີ່ສຳຄັນປະກອບດ້ວຍ: ເຂດຄວບຄຸມອຸນຫະພູມທີ່ເພີ່ມຂຶ້ນຢ່າງຄ່ອຍເປັນລຳດັບພາຍໃນບ່ອນຂຶ້ນຮູບ, ລະບົບປ່ອຍອອກທີ່ທັນສະໄໝ, ແລະ ສ່ວນທີ່ເປັນລະບົບເຢັນທີ່ເຊື່ອມຕໍ່ກັນເພື່ອຮັກສາຄວາມສະຖຽນຂອງຊິ້ນສ່ວນທີ່ແຫ້ງຕົວແລ້ວ. ຂະບວນການຜະລິດນີ້ສາມາດຮັບເອົາສິ່ງກໍ່ສ້າງຂອງເສັ້ນໄຍທີ່ແຕກຕ່າງກັນໄດ້ ເຊັ່ນ: ເສັ້ນໄຍທີ່ຈັດເປັນທິດທາງດຽວ (unidirectional rovings), ຜ້າທີ່ຖືກທໍາເປັນເນື້ອ (woven fabrics), ແລະ ຊຸດເສັ້ນໄຍທີ່ຕໍ່ເນື່ອງ (continuous strand mats). ການນຳໃຊ້ມີຄວາມກວ້າງຂວາງໃນຫຼາຍອຸດສາຫະກຳ ໂດຍເປັນພິເສດໃນການນຳໃຊ້ວັດສະດຸທີ່ມີນ້ຳໜັກເບົາ ແຕ່ມີຄວາມແຂງແຮງສູງ. ການນຳໃຊ້ໃນດ້ານການກໍ່ສ້າງປະກອບດ້ວຍ: ແຖວໂຄງສ້າງ, ພື້ນທີ່ເທິງຂອງສະພານ, ມືຈັບ, ແລະ ອົງປະກອບທາງດີເລນ. ອຸດສາຫະກຳການຂົນສົ່ງນຳໃຊ້ຊິ້ນສ່ວນທີ່ຜະລິດດ້ວຍວິທີ pultrusion ສຳລັບການຜະລິດຕູ້ຂົນສົ່ງລົດບັນທຸກ, ສ່ວນປະກອບຂອງລົດໄຟ, ແລະ ສ່ວນປະກອບທາງທະເລ. ຂະບວນການນີ້ສາມາດຜະລິດຮູບຮ່າງທີ່ສັບສົນໄດ້ ເຊັ່ນ: ຊິ້ນສ່ວນທີ່ເປັນຫຼອງ, ຊິ້ນສ່ວນທີ່ມີຫຼາຍຫ້ອງ, ແລະ ຈຸດທີ່ເຊື່ອມຕໍ່ທີ່ຖືກບູລະນາການເຂົ້າໄປໃນຊິ້ນສ່ວນ. ລະບົບຄວບຄຸມຄຸນນະພາບຈະຕິດຕາມແຮງການດຶງ, ການແຈກຢາຍອຸນຫະພູມ, ແລະ ຄວາມເປັນໄປໄດ້ຂອງມິຕິຕະຫຼອດຂະບວນການຜະລິດ. ຜົນປະໂຫຍດດ້ານສິ່ງແວດລ້ອມປະກອບດ້ວຍ: ການຫຼຸດຜ່ອນຂະໜາດຂອງຂະເຫຼື່ອທີ່ເຫຼືອທິ້ງເມື່ອທຽບກັບວິທີການຜະລິດແບບດັ້ງເດີມ, ແລະ ຄວາມສາມາດໃນການນຳເອົາເສັ້ນໄຍທີ່ຖືກນຳມາໃຊ້ຄືນໃໝ່ເຂົ້າໄປໃນການຜະລິດໃນບາງກໍລະນີ.