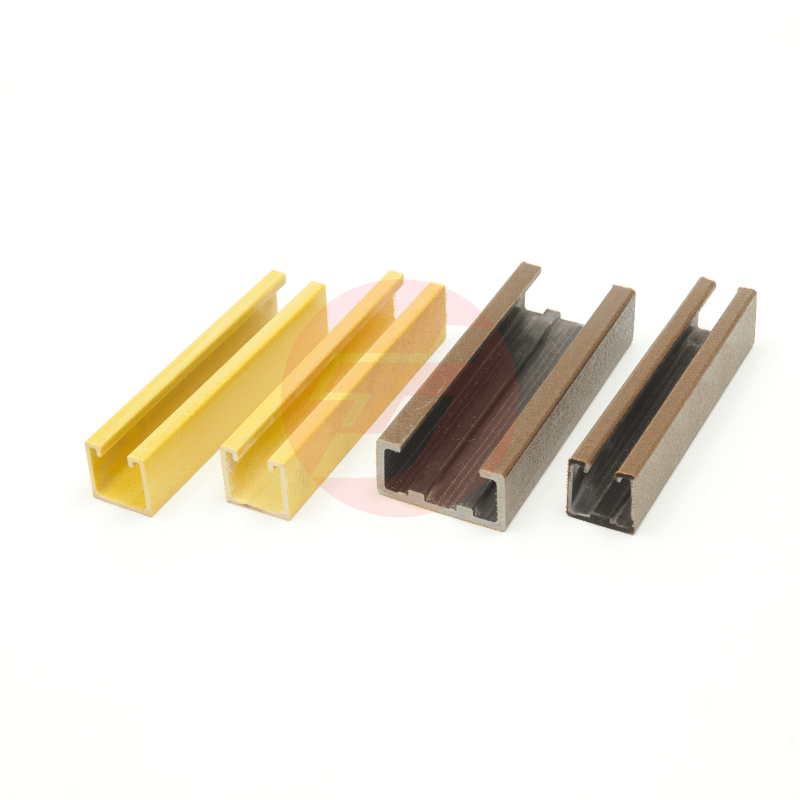
كيف يمكن أن تقلل بثق ألياف الكربون من تكاليف التصنيع للمشترين من نوع B2B؟
تكاليف التصنيع لا تزال تحديا للمشترين B2B في جميع الصناعات، مما يدفع الحاجة إلى طرق إنتاج مبتكرة توفر أداء متفوق مع الحفاظ على الكفاءة الاقتصادية. لقد ظهرت صبغة الكربون كوسيلة للتحول
عرض المزيد