Fejlett minőségellenőrzés a pontossági mérnöki integráció révén
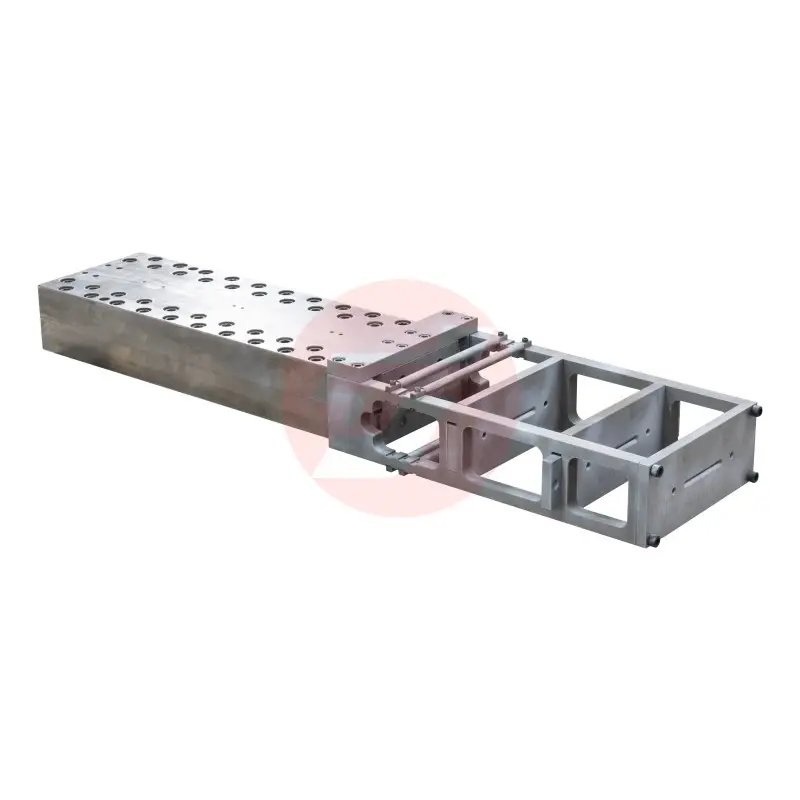
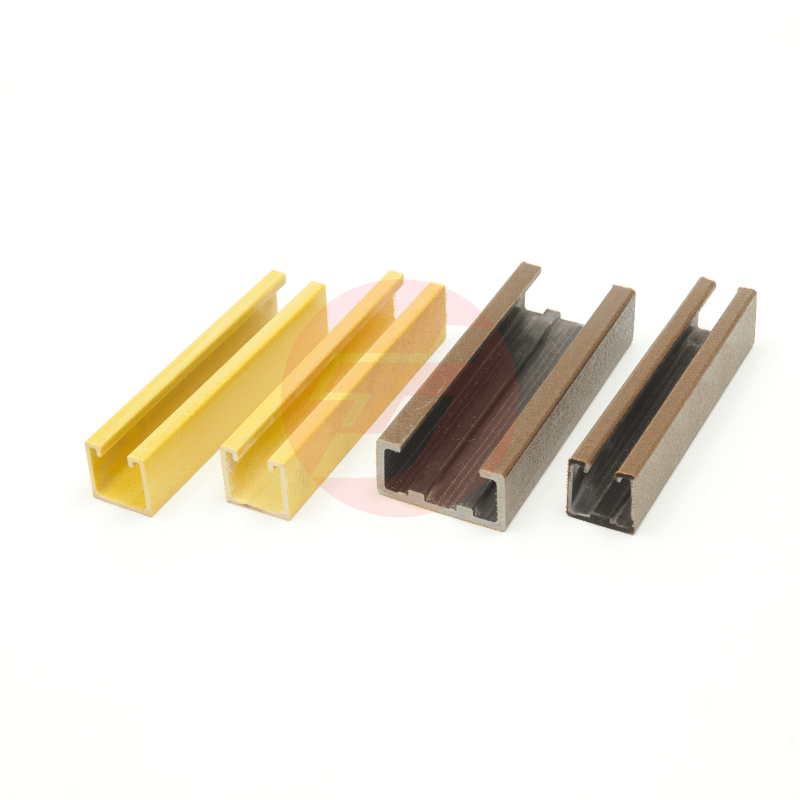
A többüreges összenyomó formákba integrált kifinomult minőségellenőrzési képességek technológiai fejlesztést jelentenek, amely biztosítja a gyártott alkatrészek szabványszerű méreteit és tulajdonságait minden egyes üregben, miközben kiküszöböli a sorozatos gyártási folyamatokkal gyakran járó ingadozásokat. Ez a pontossági mérnöki megoldás az üregek egységesített tervezésével kezdődik: minden formázó kamra azonos méreteket tart fenn ±0,0254 mm-es tűréshatáron belül, így a gyártott alkatrészek geometriája egyformán marad, függetlenül attól, hogy melyik pozícióban helyezkedik el az üreg a forma szerkezetén belül. A fejlett hőmérséklet-szabályozó rendszerek minden üregben függetlenül figyelik és szabályozzák a hőmérsékleti körülményeket, megakadályozva ezzel a hőingadozásokat, amelyek károsan befolyásolhatják az anyag tulajdonságait és a méretbeli pontosságot. Ezek a hőkezelő rendszerek általában több, különálló hőmérséklet-érzékelővel ellátott fűtési zónából állnak, lehetővé téve a fűtési és hűtési ciklusok pontos szabályozását, amely optimalizálja az anyagáramlás jellemzőit, és minimalizálja a kész alkatrészek belső feszültségeit. A nyomáselosztó hálózatok biztosítják az összenyomó erők egyenletes eloszlását minden üregben, olyan fejlett hidraulikus vagy neumatikus rendszerek alkalmazásával, amelyek a teljes gyártási ciklus során állandó formázási nyomást tartanak fenn. Ez a nyomás-egyenletesség döntő fontosságú az anyagsűrűség és a mechanikai tulajdonságok egységesítéséhez minden egyes formázott alkatrész esetében. A minőségellenőrzési rendszerek integrációja valós idejű érzékelőket foglal magában, amelyek nyomon követik a kulcsfontosságú paramétereket – például az üregnyomást, a hőmérsékletprofilokat és a ciklusidőt –, így azonnali visszajelzést nyújtanak a gyártási körülményekről, amelyek negatívan befolyásolhatnák az alkatrészek minőségét. A statisztikai folyamatszabályozás (SPC) funkciók lehetővé teszik a méretbeli ingadozások folyamatos, üregenkénti ellenőrzését, és potenciális problémákat azonosítanak még mielőtt azok hatással lennének a gyártási minőségre. A zárt hurkú visszacsatolási rendszerek automatikusan korrigálják a folyamatparamétereket az optimális körülmények fenntartása érdekében, csökkentve ezzel a minőségingadozásokat és a selejtarányt. Az üregkopás-figyelő rendszerek a forma állapotát időben nyomon követik, előre jelezve a karbantartási igényeket, és megelőzve a fokozatos szerszámkopás okozta minőségromlást. A formafelületekre alkalmazott fejlett felületkezelési technológiák biztosítják az alkatrészek felületminőségének egységesítését, miközben meghosszabbítják a forma élettartamát a kopásállóság javításával és a súrlódási együttható csökkentésével. A minőségellenőrzési rendszerek és a többüreges összenyomó formák integrációja olyan gyártási környezetet teremt, ahol a minőség-egységesítés már a gyártási folyamat része, nem pedig a gyártás utáni ellenőrzési eljárásoktól függő tényező – ez javítja az ügyfélegyedést és csökkenti a garanciális költségeket.