Izvrsna troškovna učinkovitost kroz optimalno korištenje resursa
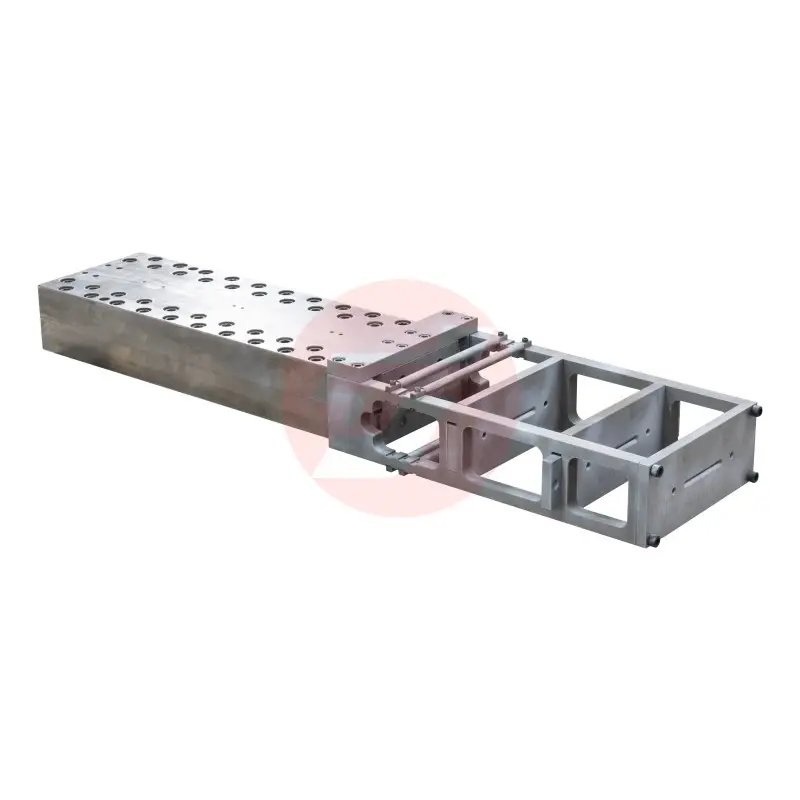
Multicavity formovi za kompresiju pružaju iznimne prednosti u pogledu troškovne učinkovitosti kroz inteligentnu optimizaciju resursa koja maksimalno povećava vrijednost ekstrakcije iz svakog ulaznog elementa u proizvodnom procesu. Osnovni mehanizam smanjenja troškova djeluje kroz korištenje zajedničke infrastrukture, gdje sustavi grijanja, mreže hlađenja, hidraulički izvori pritiska i sustavi kontrole istodobno služe više proizvodnih šupljina umjesto da zahtijevaju pojedinačne resurse za svaki oblikovani dio. U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EU) br. 1303/2013 Komisija je odlučila da se u skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EU) br. 1303/2013 primjenjuje sljedeći postupak: U skladu s člankom 3. stavkom 1. stavkom 2. Optimizacija troškova rada postaje još jedan kritični čimbenik učinkovitosti, s jednim operaterom koji je sposoban upravljati formama za kompresiju s više šupljina koje proizvode izlaz jednak višestrukim pojedinačnim stanicama za oblikovanje. Jednostavan rad smanjuje potrebe za radnom snagom, a istovremeno poboljšava produktivnost, omogućavajući proizvođačima da strateškiji raspoređuju ljudske resurse u proizvodnim pogonima. U skladu s člankom 3. stavkom 2. točkom (a) ovog članka, za sve vrste materijala koji se upotrebljavaju u proizvodnji materijala, za koje se primjenjuje točka (b) ovog članka, za svaki proizvod koji se upotrebljava u proizvodnji materijala, za svaki proizvod koji se upotrebljava u proizvodnji materijala, U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EZ) br. U skladu s člankom 3. stavkom 2. stavkom 2. Ovaj pristup smanjuje učestalost održavanja, minimizira trajanje zastoja i optimizira zahtjeve za zalihama rezervnih dijelova u usporedbi s upravljanjem više pojedinačnih kalupara. U skladu s člankom 3. stavkom 2. točkom (a) Uredbe (EZ) br. 765/2008 Komisija je odlučila da se za proizvodnju električne energije u skladu s člankom 3. stavkom 2. točkom (a) Uredbe (EZ) br. 765/2008 primjenjuje sljedeći postupak: U skladu s člankom 3. stavkom 1. stavkom 2. točkom (a) Uredbe (EU) br. 600/2014 Komisija je odlučila da se odredi da se u skladu s člankom 3. stavkom 1. stavkom 2. točkom (a) Uredbe (EU) br. 600/2014 primjenjuje odredba o uvođenju mjera za smanjenje troškova.